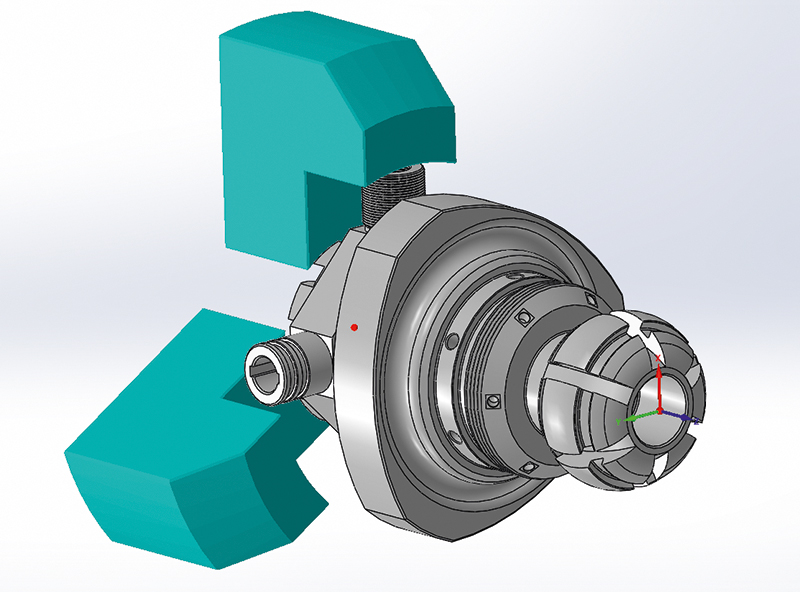
В состав CAM-системы SolidCAM входит комплексный пакет для проектирования переходов токарной обработки SolidCAM Turning, который обеспечивает формирование мощных траекторий движения инструмента для быстрой и эффективной работы. Модуль SolidCAM Turning поддерживает широкий выбор инструментов и конфигураций станков, включая двухосные токарные станки (XZ), станки с несколькими инструментальными головками, обрабатывающие центры с дополнительными шпинделями, а также токарно- фрезерные станки.
При работе на токарно-фрезерных станках возможно выполнение токарных и фрезерных переходов с использованием осей C, Y и B. При этом применяется та же программа (тот же интерфейс SolidCAM), что и для проектирования токарной обработки: это полностью встроенное и ассоциативное решение.
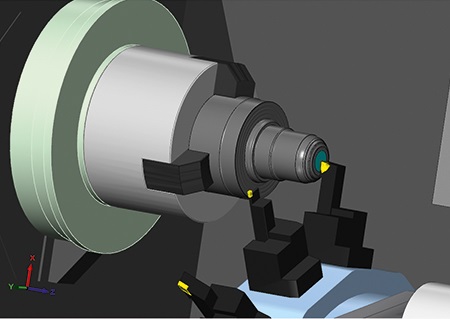
CAM-система SolidCAM поддерживает сложные функции черновой и чистовой токарной обработки, а также функции обработки поверхностей и канавок, нарезания резьбы и сверления. Поддерживается многоэтапная обработка и станочные циклы обработки.
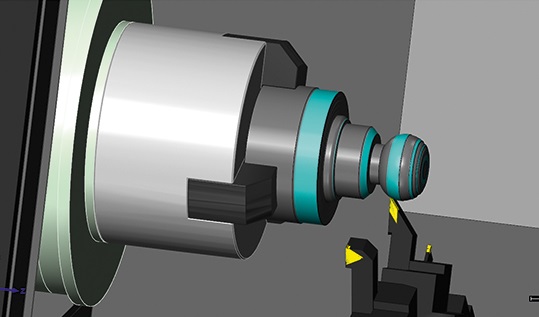
Обновление модели заготовки при токарной и фрезерной обработке
CAM-система SolidCAM обновляет модель заготовки в соответствии с деревом выполняемых операций. Поддерживается обновление заготовки при обработке на двухосных токарных станках, станках с несколькими инструментальными головками CYB, токарно- фрезерных станках с дополнительными шпинделями. Если при обработке на токарном центре с несколькими шпинделями деталь передается с основного шпинделя на дополнительный, обновленная модель заготовки приводится в соответствие с этим изменением. Любые последующие переходы, подлежащие выполнению на дополнительном шпинделе, будут выполняться на заготовке, состояние которой соответствует окончанию последней операции, выполненной на главном шпинделе.
Расширенная токарная обработка
Сбалансированная черновая обработка: при обработке длинномерных или крупногабаритных деталей используются два инструмента, которые осуществляют обработку одновременно или последовательно (один за другим)
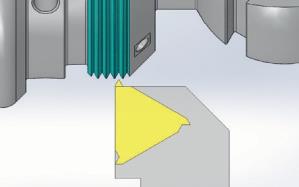
Прорезание угловых канавок: выполняются угловые канавки на внутренних и наружных поверхностях детали. Канавка может иметь произвольный угол
Ручная токарная обработка: выполняется токарная обработка определенной пользователем геометрии, не совпадающей с геометрией детали или заготовки
Одновременная 4-осная токарная обработка: выполняется обработка криволинейного профиля с использованием возможности наклона инструмента по оси B. Это позволяет выполнять внутренние выточки за один проход
Синхронизация нескольких инструментальных головок: возможность синхронизации нескольких инструментальных головок в соответствии с графиком обработки.
SolidCAM Turning — токарная обработка
Заказать звонок
Заполните форму обратной связи, и мы перезвоним Вам в ближайшее время
Нажимая кнопку "Заказать звонок", вы соглашаетесь на обработку ваших персональных данных
Задайте вопрос
Заполните форму обратной связи, и мы ответим Вам в ближайшее время
Нажимая кнопку "Задать вопрос", вы соглашаетесь на обработку ваших персональных данных











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}